船舶制造,激光讓電弧升華
船舶是水上運(yùn)輸和作業(yè)的重要交通工具,因其成本低、污染小且十分便捷,廣泛應(yīng)用于貿(mào)易、物流、客運(yùn)等行業(yè)。對于現(xiàn)代船舶制造而言,焊接技術(shù)是不可或缺的,每個制造環(huán)節(jié)都存在大量的焊接工序。不論是觀光郵輪還是傳統(tǒng)貨運(yùn)船舶在建造方面大同小異,甲板層數(shù)多,艙室多是其主要特點(diǎn)。建造中既要盡量增加甲板層數(shù),又要減輕上層建筑重量以保證船舶航行的穩(wěn)定性,因此船舶的甲板和壁板以平直薄板和中厚板為主,這就要求船舶的焊接工作有較高的質(zhì)量和精度來保證船體航行的安全性及線型的光順度和美觀性,以及甲板和艙壁板的平整度。

圖1傳統(tǒng)工藝造船現(xiàn)場
國內(nèi)主流船廠針對船舶上層建筑分段片體的制造大都采用埋弧焊的方式進(jìn)行焊接,之后再采用弧焊對扶強(qiáng)材進(jìn)行焊接。弧焊焊接速度慢,熱輸入量大,造成船體結(jié)構(gòu)焊接后產(chǎn)生較大的熱變形,焊后的校平工作需要耗費(fèi)大量時間。雖然有部分船廠提出了焊前增加反變形,焊中控制焊接順序或施加強(qiáng)制約束等方式來控制焊接變形,但同時也增加了額外的時間和成本。因此,船舶制造領(lǐng)域急需一種新的技術(shù)來提高其整體制造精度和效率。
隨著激光技術(shù)的發(fā)展,激光焊接憑借其高效率、熱輸入小、變形小、高深寬比、無接觸等優(yōu)勢已開始在各行各業(yè)深入應(yīng)用。但單激光焊接也存在一些不足之處。單激光焊接雖然可通過增加激光能量密度來提升焊接熔深,實(shí)現(xiàn)中厚板的焊接;但激光能量密度增大的同時會加劇母材的氣化和飛濺,導(dǎo)致焊縫表面成形變差,無法滿足船舶等行業(yè)的焊縫表觀質(zhì)量的要求。另外,單激光焊接是依靠激光能量熔化母材實(shí)現(xiàn)板材的連接,因此對工件的裝配間隙要求很高,間隙過大會導(dǎo)致焊接無法順利進(jìn)行,而船舶制造用板因其板料長度幅面大,裝配中不可避免會存在較大的間隙,因此單激光焊接的方式在船舶制造中的應(yīng)用受限。
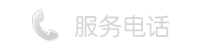
圖2激光電弧復(fù)合焊原理
針對船舶制造行業(yè)的材料特點(diǎn),我們將激光與傳統(tǒng)電弧相結(jié)合,組合為一種新的焊接工藝——激光電弧復(fù)合焊,激光方面配備萬瓦級高功率激光器,以適應(yīng)船舶行業(yè)的板材厚度,弧焊機(jī)選擇與激光焊接系統(tǒng)高度適配的焊接型號,兩者優(yōu)勢合一,具有焊接變形小、效率高、焊接質(zhì)量穩(wěn)定,同時具有更好的裝配間隙容忍度,并利用焊絲填充焊縫,改變焊縫形貌,完美適配了船板焊接場景。

圖3華工激光萬瓦級激光復(fù)合焊接平臺
我司承接了某船廠的船板激光電弧復(fù)合焊工藝開發(fā)項(xiàng)目,針對船用5-10mm中厚板,通過大量工藝試驗(yàn)與檢測分析,對各厚度船板進(jìn)行激光復(fù)合焊接工藝研究,穩(wěn)定實(shí)現(xiàn)5-10mm船板拼焊單面焊雙面成形和T形焊縫雙面焊,工件焊前均無需開坡口,焊縫成形飽滿、美觀、均勻一致,無不良缺欠,焊接強(qiáng)度高,滿足船級社焊接質(zhì)量標(biāo)準(zhǔn),獲取了船板中厚板激光電弧復(fù)合焊工藝規(guī)范和工藝數(shù)據(jù)庫。

圖4 10mm船板焊縫宏觀形貌
通過研究發(fā)現(xiàn),采用激光電弧復(fù)合焊接技術(shù)之后,船板焊接變形大幅減小,在不考慮預(yù)置反變形的前提下,5mm船板拼焊焊接變形為0.3mm/m,10mm船板拼焊變形僅0.7mm/m,而同厚度材料采用MAG焊焊接時,5mm船板焊接變形量達(dá)到1.0mm/m,而10mm船板焊接變形量達(dá)到了3mm/m。同時,采用激光復(fù)合焊工藝,復(fù)焊接效率可達(dá)到傳統(tǒng)焊接效率的3~5倍,在同等板厚材料、同種接頭形式下,焊接同等長度的焊縫,由于激光復(fù)合焊無需開坡口,焊絲使用量遠(yuǎn)小于傳統(tǒng)焊接,由于船舶制造焊接工序繁多,焊絲使用量巨大,若全部工序均采用激光電弧復(fù)合焊,每制造一艘船舶,至少可節(jié)約30%的焊絲成本。

圖5 10mm船板結(jié)構(gòu)焊接效果圖
我司目前擁有多個萬瓦級光纖激光焊接柔性加工試制平臺,可實(shí)現(xiàn)5-20mm中厚板的高質(zhì)量、高效激光焊接,與傳統(tǒng)焊接相比,在焊縫質(zhì)量、變形控制、焊接效率及成本節(jié)約方面均有著巨大優(yōu)勢。不僅在船舶制造,在工程機(jī)械、軌道交通、礦山機(jī)械等領(lǐng)域,激光焊接憑借著其獨(dú)到的技術(shù)優(yōu)勢,有著廣泛的應(yīng)用空間,我司憑借強(qiáng)大的激光加工設(shè)備平臺及豐富的工藝積累,為各行業(yè)客戶提供最具性價(jià)比的中厚板焊接解決方案。